Production structure
The production plants are composed of:
- Coil cutting lines (slitters);
- one stretch-reducing mill for production of hot rolled tubes in a range of diameters from 17 to 88.9 mm;
- tube forming and welding lines, also fitted with welded normalization equipment, for a range of tube diameters from 19 to 355.6 mm and a range of square and rectangular hollow sections respectively from 100x100 to 300x300 mm and from 120x80 to 400x200 mm;
- controlled atmosphere heat treatment furnaces;
- in-line and off-line finishing including tube straightening, end facing, cutting to length, punching, marking, non-destructive testing and hydraulic tests;
- hot galvanising of tubes;
- cutting and pre-processing centre for automotive market tubes;
- cutting, pre-painting and coating centre.

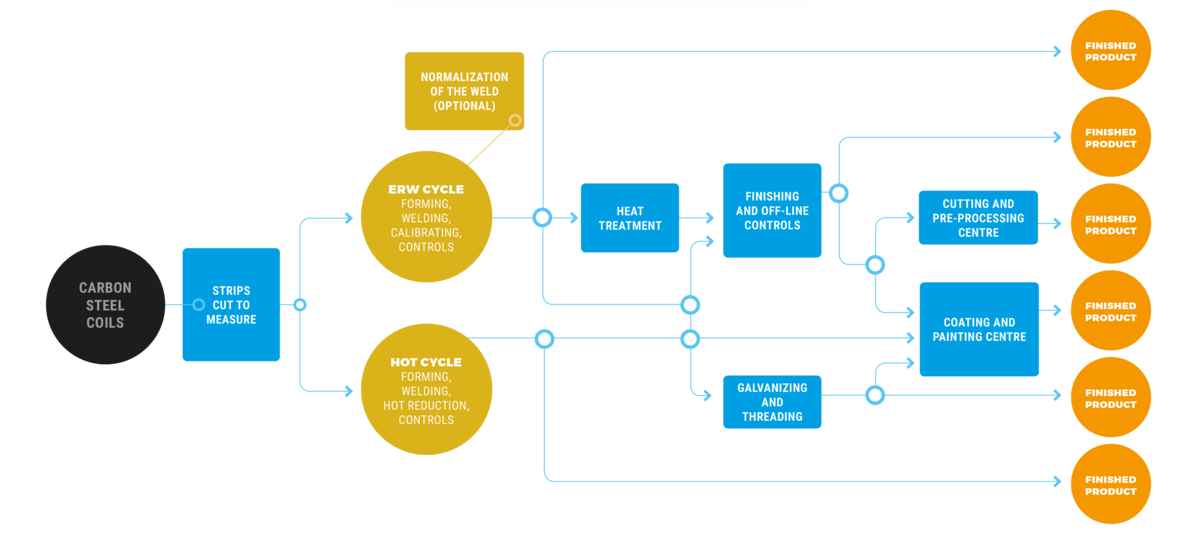
The production process
Arvedi Tubi Acciaio produces carbon steel welded tubes in the diameter range 17.2 to 355.6 mm in wall thicknesses from 1.2 to 16.5 mm.
The raw material is in the form of carbon steel coils that are first cut longitudinally on special lines (slitters) to obtain strip the width of which corresponds to the required tube diameter.
The strips, loaded onto forming and welding lines, are progressively turned and curved in a continuous process through a series of roll passes until they assume an inverted “C” shape. The strip edges are heated using a high frequency induction system (HFI) and pressed until they interpenetrate achieving a weld without using additional material.
Production at Arvedi Tubi Acciaio is divided into two major families – hot rolled tubes and ERW tubes.
The hot rolled tubes are obtained with the plant with which Arvedi Tubi Acciaio has been equipped since it started operations, a plant that is unique in Italy and has been progressively developed and updated. It is associated with a forming and welding line producing “mother shells” 200 metres long, an induction heater for heating the “mother shell” and a stretch-reducing mill with which the “mother shell” is hot-reduced to obtain all the desired dimensional combinations with diameter/wall thickness ratios of less than 3.
The family of ERW tubes is realised directly on forming and welding lines where the welded diameter in practice corresponds to the dimensions of the finished tube.
All the lines are fitted with controls and finishing processes such as to ensure all the products made are wholly suited for their use.
Downstream of the production lines, a hot galvanizing line, normalization furnaces, finishing lines, hydraulic testing, non-destructive controls and cut-to-measure lines allow further processing to be added to meet the ever-stricter demands of the market. Further finishing processes, cutting, pre-painting and coating are available at external service centres. The workshops of our associate company Metalfer allow a just-in-time service for our automotive customers.